Re: Купил 3D принтер - решение проблем
Вс сен 16, 2018 22:54:23
Кто может пояснить и посоветовать. Может мне кажется , а может действительно мой 3д принтер не закрывает последний слой

увеличио

увеличио
Re: Купил 3D принтер - решение проблем
Пн сен 17, 2018 13:45:41
Я бы посмотрел сначала в слайсере и проверил там ширину экструзии и печатнул бы из другого слайсера с настройками по дефолту. Выглядит как будто принтер специально печатает так.
Доделал себе тоже зверя. Боуден как то не зашел - пришлось менять конструкцию головы на директ.
С боуденом было так

больше недели пытался понять почему, меняя все подряд - нифига. На большом числе ретрактов экструзия пропадает иногда совсем, в основном это при большом числе поддержек. У народа подобные проблемы встречаются, но обычно тоже методом тыка пытаются решить. А без кучи ретрактов печатал отлично.
с директом стало так

P.S. ну и конечно обычные варианты недоэкструзии стоит проверить - калибровку шагов на мм для экструдера и реальную толщину прутка
Доделал себе тоже зверя. Боуден как то не зашел - пришлось менять конструкцию головы на директ.
С боуденом было так
больше недели пытался понять почему, меняя все подряд - нифига. На большом числе ретрактов экструзия пропадает иногда совсем, в основном это при большом числе поддержек. У народа подобные проблемы встречаются, но обычно тоже методом тыка пытаются решить. А без кучи ретрактов печатал отлично.
с директом стало так
P.S. ну и конечно обычные варианты недоэкструзии стоит проверить - калибровку шагов на мм для экструдера и реальную толщину прутка
Re: Купил 3D принтер - решение проблем
Вт сен 18, 2018 09:35:13
Как ваш принтер называется? Я так понял что у вас стол движется по вертикале. Вот у вас хорошая печать. Конечно по вашим советам буду эксперементировать. Спасибо
Re: Купил 3D принтер - решение проблем
Вт сен 18, 2018 10:22:05
Это https://www.zav3d.ru/ Есть группа в vk и телеграм-канал. Сейчас бы наверное собирал вариант ультимейкера. h-bot в фанерном ящике достаточно громкий получается, хотя вентиляторы шумят почти так же.
Когда не надо часто ретракты делать печатает вообще отлично
https://i.imgur.com/Cstbapm.jpg
А с ретрактами отдельная беда и это в общем не совсем к конкретному принтеру, общая проблема. Я сдался и прикрутил экструдер напрямую к голове - в таком виде проблем с ретрактами гораздо меньше у меня (но снижается скорость и на резких поворотах голову начинает качать).
Когда не надо часто ретракты делать печатает вообще отлично
https://i.imgur.com/Cstbapm.jpg
{kind=link}
А с ретрактами отдельная беда и это в общем не совсем к конкретному принтеру, общая проблема. Я сдался и прикрутил экструдер напрямую к голове - в таком виде проблем с ретрактами гораздо меньше у меня (но снижается скорость и на резких поворотах голову начинает качать).
Re: Купил 3D принтер - решение проблем
Ср окт 03, 2018 17:26:09
Понадобилась мне сделать секционную катушку. И не могу понять почему Слейсер "не захотел" делать поддержки:
 Справа от "барашка" (то что должно было быть секционной катушкой) повторно сделал, что бы понять в чем причина такой лахматости. Оказалось что принтер и не собирался ставить поддержки. Поэтому он безсмысленно клеил в пустоте пластик
Справа от "барашка" (то что должно было быть секционной катушкой) повторно сделал, что бы понять в чем причина такой лахматости. Оказалось что принтер и не собирался ставить поддержки. Поэтому он безсмысленно клеил в пустоте пластик
Вот настройки Сдайсера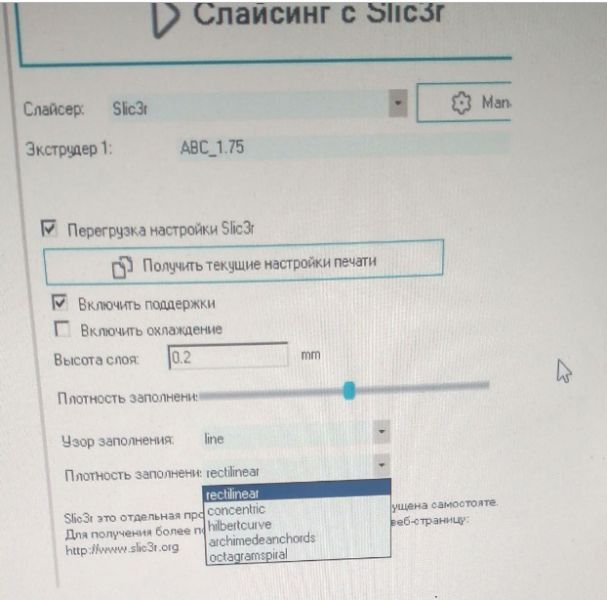 по пойму все выставленно правильно
по пойму все выставленно правильно
Справа от "барашка" (то что должно было быть секционной катушкой) повторно сделал, что бы понять в чем причина такой лахматости. Оказалось что принтер и не собирался ставить поддержки. Поэтому он безсмысленно клеил в пустоте пластикВот настройки Сдайсера
по пойму все выставленно правильно
Re: Купил 3D принтер - решение проблем
Ср окт 03, 2018 17:36:48
Зачем так мучаться, тем более пластик тут на поддержки тратить, тут это совсем излишне. Можно запросто сделать катушку со всеми выпендрежами как на оригинале и при этом удобную для печати. Делим пополам печатаем потом чуть растворенного материала из которого печатали и вуаля, монолит. Как вариант красные можно не печатать и если резьбу не умеете рисовать то просто заменить втулкой, части друг в друга вставляются.

р.ы
Аналогично и секционную катушку планируете. тут надо подходить в проектировании с разу с вопросом: Как я это печатать буду, при соблюдении условия что поддержек должно быть минимум. В идеале вообще без них?

р.ы
Аналогично и секционную катушку планируете. тут надо подходить в проектировании с разу с вопросом: Как я это печатать буду, при соблюдении условия что поддержек должно быть минимум. В идеале вообще без них?
Последний раз редактировалось Sailanser Ср окт 03, 2018 17:39:07, всего редактировалось 1 раз.
Re: Купил 3D принтер - решение проблем
Ср окт 03, 2018 17:37:29
Настройки слайсера находятся глубже. Я бы секционную катушку печатал бы из двух половинок, а затем склеивал бы. Было бы гораздо красивее.
Re: Купил 3D принтер - решение проблем
Ср окт 03, 2018 18:27:56
Бурабат,
Мы же вроде уже разобрались с Вами как просматривать визуализацию G-кода по слоям перед печатью, Вы опять на мои рекомендации забили или просто забыли? Послойный просмотр визуализации G-кода практически исключает брак по причине неправильной подготовки G-кода и на нем бы Вы сразу увидели что поддержек не будет. Заполнение у Вас кстати опять хреновое стало, мы же уже добивались нормального результата, что это за чулки в сеточку? Или так и задумано?
Мы же вроде уже разобрались с Вами как просматривать визуализацию G-кода по слоям перед печатью, Вы опять на мои рекомендации забили или просто забыли? Послойный просмотр визуализации G-кода практически исключает брак по причине неправильной подготовки G-кода и на нем бы Вы сразу увидели что поддержек не будет. Заполнение у Вас кстати опять хреновое стало, мы же уже добивались нормального результата, что это за чулки в сеточку? Или так и задумано?
Re: Купил 3D принтер - решение проблем
Ср окт 03, 2018 19:37:00
Верно уважаемый Boreaz. И все работало не плохо. Ну вот какой то сбой. Сегодня сделал модель втащил ее в управляющую прогу, а она мне заявляет , что g-кода нет.
Ну увидел бы я что нет поддержак, а что нужно сделать что б они были? Галку я поставил.. Я понял так что слайсер сам определяет делать поддержку или нет. То есть код поддержек вставляет сам слайсер.
Sailanser спасибо за хорошую идею, действительно надо избегать трату пластика на поддержки. Но плохо то, что отдельные детали плохо стыкуются из-за усадки пластика. А он же "усаживается" по разному.
Ну увидел бы я что нет поддержак, а что нужно сделать что б они были? Галку я поставил.. Я понял так что слайсер сам определяет делать поддержку или нет. То есть код поддержек вставляет сам слайсер.
Sailanser спасибо за хорошую идею, действительно надо избегать трату пластика на поддержки. Но плохо то, что отдельные детали плохо стыкуются из-за усадки пластика. А он же "усаживается" по разному.
Re: Купил 3D принтер - решение проблем
Ср окт 03, 2018 20:07:30
Не совсем. У каждого пластика есть свой процент усадки. Например если делать из АБС то достаточно поставить зазор в 0,3-0,4 мм и все будет как надо. Просто такое приходит с опытом. Т.е чем больше проектировать и печатать, тем проще, и уже при проектировании сразу видно где и какой зазор поставить. А если делать 1:1 то в жизнь не соберете, причем это касается не только печатных деталей а всего.
Re: Купил 3D принтер - решение проблем
Ср окт 03, 2018 20:49:45
Бурабат,
Да, slic3r расставляет поддержки автоматически, но по установленным Вами условиям в Print Settings/Support material настроек слайсера, может Вы там чего накрутили. Насчет дырявого сплошного заполнения, стоит опять проверить Print Settings/Advanced, наверняка с шириной экструзии опять косяк. Там же кстати есть пункт XY Size Compensation, который выручает если припуск на усадку не был предусмотрен при проектировании.
Да, slic3r расставляет поддержки автоматически, но по установленным Вами условиям в Print Settings/Support material настроек слайсера, может Вы там чего накрутили. Насчет дырявого сплошного заполнения, стоит опять проверить Print Settings/Advanced, наверняка с шириной экструзии опять косяк. Там же кстати есть пункт XY Size Compensation, который выручает если припуск на усадку не был предусмотрен при проектировании.
Re: Купил 3D принтер - решение проблем
Чт окт 04, 2018 14:22:22
Пришла беда, открывай ворота  Перестало набирать температуру экструдера. И произошло это после того как я почувствовал своим носом, что что-то сильно нагрелось. Значить перегрелось
Перестало набирать температуру экструдера. И произошло это после того как я почувствовал своим носом, что что-то сильно нагрелось. Значить перегрелось  Больше 237 не набирает. Где собака зарыта? Подгорел транзюк? Схемы нет...Китайцы так "хорошо" паяют, что после них, уже паять бесполезно. Запитать экструдер отдельно?
Больше 237 не набирает. Где собака зарыта? Подгорел транзюк? Схемы нет...Китайцы так "хорошо" паяют, что после них, уже паять бесполезно. Запитать экструдер отдельно?
Re: Купил 3D принтер - решение проблем
Чт окт 04, 2018 14:27:20
Как то странно. 237 ни туда ни сюда. Я бы проводку проверил от бп через плату до хотэнда, может контачит где то плохо. Схема там обычно простая - мосфет с открытым стоком, меняется на подходящий по напряжению и чтобы открывался вольт от трех.
Re: Купил 3D принтер - решение проблем
Чт окт 04, 2018 14:36:05
У меня на двух нагревателях купленных у одного продавца в разное время была такая фигня

сначала кембрик белел, затем начинало вонять горелой проводкой, к кембрику было не притронуться, нагрев становился неэффективным а затем и вовсе отрубался, теперь новые нагреватели прогоняю через обжимку для неизолированных ножевых контактов, старые тоже переобжал и никаких проблем больше нет.

сначала кембрик белел, затем начинало вонять горелой проводкой, к кембрику было не притронуться, нагрев становился неэффективным а затем и вовсе отрубался, теперь новые нагреватели прогоняю через обжимку для неизолированных ножевых контактов, старые тоже переобжал и никаких проблем больше нет.
Re: Купил 3D принтер - решение проблем
Чт окт 04, 2018 15:02:54
Re: Купил 3D принтер - решение проблем
Пт окт 05, 2018 08:01:00
, старые тоже переобжал и никаких проблем больше нет.
Я тоже, но пока не пробовал. Нет термоскотча. У меня есть алюминиевый, но я что-то сомневаюсь что та пленка на алюминии выдержит 250 градусов.
Re: Купил 3D принтер - решение проблем
Пт окт 05, 2018 23:11:12
докладываю обжим ничего не дал.
Re: Купил 3D принтер - решение проблем
Сб окт 06, 2018 11:48:20
У Вас же было уже нечто подобное когда обдув на нагревательный кубик дул, попробуйте опять без обдува, ну и скриншот окна с графиком температур скиньте - при плохом контакте, скорее всего, максимальная температура при каждом включении была бы разная, как и время выхода на нее.
Re: Купил 3D принтер - решение проблем
Сб окт 06, 2018 12:09:58
У Вас же было уже нечто подобное когда обдув на нагревательный кубик дул, попробуйте опять без обдува, ну и скриншот окна с графиком температур скиньте - при плохом контакте, скорее всего, максимальная температура при каждом включении была бы разная, как и время выхода на нее.
Не пойму как мне Слайсер открыть. Забыл
Re: Купил 3D принтер - решение проблем
Сб окт 06, 2018 15:44:11
Приплыли Не страшно, в понедельник вспомните 