Управление шпинделем фрезерного станка.
Чт апр 23, 2020 17:21:02
Доброго дня. Перелопатил интернет, пережог кучу деталей, прошу помощи у форума.
Предыстория:
Купил станочек CNC2418 построенный на проекте GRBL, под управлением ардуино.
В комплекте идет двигатель шпинделя(который врашает фрезой/сверлом), маркировка на двигателе - отсутствует, по картинкам и прочим форумам - чтото типа 775 серия двигателей для электроинструмента, и все бы хорошо, но в один прекрасный момент выбило полевик, управляющий этим шпинделем, и...
решил я заморочиться вопросом: комманда направления шпинлелем есть, а направления шпинделя - нет. (по часовой и против часовой) Непорядок.
Мучение первое:
Померил я ток холостого хода двигателя - 0.5 ампер, напряжение 24 вольта.
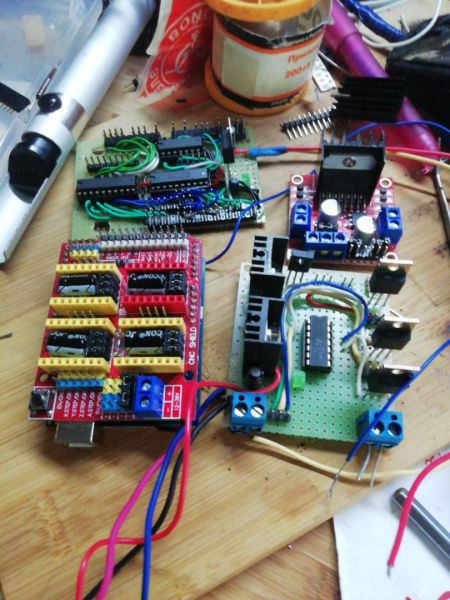
Окей, беру шилд cnc3 и новую ардуину(если сгорит - не жалко) , делаю примитивную логику на 74HC04+74HC245, беру модуль L298, подключаю, проверяю тестером - работет, как надо. Подключаю движок, запускаю движок коммандой M3 S10000 - движок вращается! Подаю следом комманду на смену направления M4 S10000... и модуль L298 взрывается!
, делаю примитивную логику на 74HC04+74HC245, беру модуль L298, подключаю, проверяю тестером - работет, как надо. Подключаю движок, запускаю движок коммандой M3 S10000 - движок вращается! Подаю следом комманду на смену направления M4 S10000... и модуль L298 взрывается!

Мучение второе: Гуглю вопрос - ответов не нахожу.
Меряю сопротивление обмоток - получаю 1.2 ома, и следовательно пусковой ток порядка 20А, в теории первого приближения. Перебор.... Но блок питания у меня китайский с наклейкой 5-24В 5А DC, и тянет эту тряхомуть.
Беру танзистор IRZ24, подключаю по образу и подобию оригинальной схемы (нижнее плечо, управление 5В) - движок крутится, но не долго, транз в конце концов выбивает.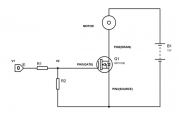
Мучение третье: собираю на транзисторах с диодныим гасителями схему h моста в разных вариантах. биполярники - выгорают,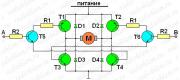 - естественно ниче не работает... на полевиках верхнее плечо не пашет...
- естественно ниче не работает... на полевиках верхнее плечо не пашет...
Прикручиваю драйвер IR2110 - выясняю, что ему нужен ШИМ сигнал для управления, и просто так bootstrap(? Накачка для затвора верхнего плеча) - не работает. Откладываю эту идею в долгий ящик.
Мучение 4е: оставляю только диодные гасители и думаю как померить импульсы и ток, не спалив при этом осциллограф.
При накидывании проводов на ноги диодов - однозначно пролетает не хилая искра, которая приваривает провод к ноге диода.

(транзисторы от схемы отключены)
Сейчас сижу и пишу эту тему, так как я в силовой технике - полный ноль, т. к. занимаюсь я программированием микроконтроллеров и прочей мелочи, ну и немного цифровой схемотехникой.
Подскажите как еще можно управлять шпинделем? Идею с реле уже почти похоронил, из-за искрения, т. к. данное решение скорее всего проработает тоже, очень не долго.
UPD: в форуме по мелким вопросам было дано описание физики, и возможные причины бабаха:
https://radiokot.ru/forum/viewtopic.php ... 6#p3829976
А вот что с этим делать, и как это объехать - не понятно.
Возможности задать паузу в G-коде обрабатываемом GRBL контроллером - нет. Ковырять код под себя - не хочу, т.к. это не совсем правильно с точки зрения самого проекта GRBL.
Добавлено after 2 hours 50 minutes 50 seconds:
Сейчас посмотрел сигналы ардуины управляюшие скоростью шпинделя и направлением.
В основе управления оборотами - ШИМ, с заполнением от 0 до 255, при 255 - постоянный сигнал. Сигнал смены направления не синхронизирован с сигналом ШИМ-оборотов. Таким образом, я прихожу к выводу, что малой кровью тут не обойтись. Соответственно имеется ненулевая вероятность, что сигнал смены направления может прийти в момент когда полумост - открыт, и как результат - бабах. Напрашивается решение: мониторить сигнал смены направления шпинделя, и в момент смены входного сигнала направления - временно бросать выходной ШИМ в 0. Затем запускать движок.
Но не представляя параметров движка какой должна быть эта задержка? 500 мкс будет достаточно?
Предыстория:
Купил станочек CNC2418 построенный на проекте GRBL, под управлением ардуино.
Спойлер
В комплекте идет двигатель шпинделя(который врашает фрезой/сверлом), маркировка на двигателе - отсутствует, по картинкам и прочим форумам - чтото типа 775 серия двигателей для электроинструмента, и все бы хорошо, но в один прекрасный момент выбило полевик, управляющий этим шпинделем, и...
решил я заморочиться вопросом: комманда направления шпинлелем есть, а направления шпинделя - нет. (по часовой и против часовой) Непорядок.
Мучение первое:
Померил я ток холостого хода двигателя - 0.5 ампер, напряжение 24 вольта.
Окей, беру шилд cnc3 и новую ардуину(если сгорит - не жалко)
 , делаю примитивную логику на 74HC04+74HC245, беру модуль L298, подключаю, проверяю тестером - работет, как надо. Подключаю движок, запускаю движок коммандой M3 S10000 - движок вращается! Подаю следом комманду на смену направления M4 S10000... и модуль L298 взрывается!
, делаю примитивную логику на 74HC04+74HC245, беру модуль L298, подключаю, проверяю тестером - работет, как надо. Подключаю движок, запускаю движок коммандой M3 S10000 - движок вращается! Подаю следом комманду на смену направления M4 S10000... и модуль L298 взрывается!
Мучение второе: Гуглю вопрос - ответов не нахожу.
Меряю сопротивление обмоток - получаю 1.2 ома, и следовательно пусковой ток порядка 20А, в теории первого приближения. Перебор.... Но блок питания у меня китайский с наклейкой 5-24В 5А DC, и тянет эту тряхомуть.
Беру танзистор IRZ24, подключаю по образу и подобию оригинальной схемы (нижнее плечо, управление 5В) - движок крутится, но не долго, транз в конце концов выбивает.

Мучение третье: собираю на транзисторах с диодныим гасителями схему h моста в разных вариантах. биполярники - выгорают,
 - естественно ниче не работает... на полевиках верхнее плечо не пашет...
- естественно ниче не работает... на полевиках верхнее плечо не пашет...Прикручиваю драйвер IR2110 - выясняю, что ему нужен ШИМ сигнал для управления, и просто так bootstrap(? Накачка для затвора верхнего плеча) - не работает. Откладываю эту идею в долгий ящик.
Мучение 4е: оставляю только диодные гасители и думаю как померить импульсы и ток, не спалив при этом осциллограф.
При накидывании проводов на ноги диодов - однозначно пролетает не хилая искра, которая приваривает провод к ноге диода.
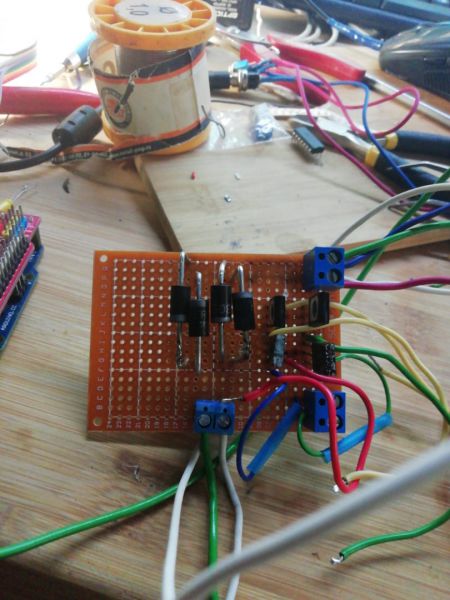
(транзисторы от схемы отключены)
Сейчас сижу и пишу эту тему, так как я в силовой технике - полный ноль, т. к. занимаюсь я программированием микроконтроллеров и прочей мелочи, ну и немного цифровой схемотехникой.
Подскажите как еще можно управлять шпинделем? Идею с реле уже почти похоронил, из-за искрения, т. к. данное решение скорее всего проработает тоже, очень не долго.
UPD: в форуме по мелким вопросам было дано описание физики, и возможные причины бабаха:
https://radiokot.ru/forum/viewtopic.php ... 6#p3829976
А вот что с этим делать, и как это объехать - не понятно.
Возможности задать паузу в G-коде обрабатываемом GRBL контроллером - нет. Ковырять код под себя - не хочу, т.к. это не совсем правильно с точки зрения самого проекта GRBL.
Добавлено after 2 hours 50 minutes 50 seconds:
Сейчас посмотрел сигналы ардуины управляюшие скоростью шпинделя и направлением.
В основе управления оборотами - ШИМ, с заполнением от 0 до 255, при 255 - постоянный сигнал. Сигнал смены направления не синхронизирован с сигналом ШИМ-оборотов. Таким образом, я прихожу к выводу, что малой кровью тут не обойтись. Соответственно имеется ненулевая вероятность, что сигнал смены направления может прийти в момент когда полумост - открыт, и как результат - бабах. Напрашивается решение: мониторить сигнал смены направления шпинделя, и в момент смены входного сигнала направления - временно бросать выходной ШИМ в 0. Затем запускать движок.
Но не представляя параметров движка какой должна быть эта задержка? 500 мкс будет достаточно?
- Вложения
-
- IRF1010E-Circuit.png
- стандарт
- (13.59 KiB) Скачиваний: 146
-
- 1587203301675.jpg
- шилд
- (161.39 KiB) Скачиваний: 145
-
- 1587320465179.jpg
- взорвался L298
- (122.42 KiB) Скачиваний: 115
Re: Управление шпинделем фрезерного станка.
Чт апр 23, 2020 21:45:44
c2n писал(а): Подключаю движок, запускаю движок коммандой M3 S10000 - движок вращается! Подаю следом комманду на смену направления M4 S10000... и модуль L298 взрывается!
Так ясен половой орган, что правильно взрывается, двигатель постоянного тока по инерции продолжает работать как генератор, а вы ему реверс упендюрили.
До полной остановки движка нельзя включать реверс. Организуйте торможение, например нагружая мотор на тормозной резистор, и только потом включайте реверс.
Re: Управление шпинделем фрезерного станка.
Чт апр 23, 2020 22:20:03
Вот и думаю, что делать.
Заковыка заключается в следующем:
ШИМ скорости на L298 подается на вход EN, тем самым подкручивая дрыгатель и бросая его в свободное вращение, в зависимости от скважности ШИМа.
Есть еще ноги "А" и "B" комбинация на них 01 или 10 указывает направление. Если A=B, то судя по документам движок вводится в режим торможения.
Поэтому шиммировать А\В - я не могу, фреза пойдет в ударном режиме, и дрыгатель развалится быстро.
Поэтому я думаю, что надо отловить сигнал изменения направления, выдать на EN постоянку разрешения работы, а на А и В подать сигнал торможения.
Самая проблема заключается в том, что мне как то нужно отслеживать процесс торможения и только после остановки начать ретрансляцию новых параметров вращения.
Можно конечно попробовать допилить китайский модуль с L298, но эта идея мне не нравится.
Другой вариант ОУ в режиме дифусилителя с клемм подключения дрыгла, но эта схема подходит только для одного направления... Либо нужно вводить в схему "- 24 вольта", и потом через логическое ИЛИ формировать схему разрешения работы...
Вобщем чтото я пока не придумал как с наименьшими затратами и безопасно коммутировать движок.
Заковыка заключается в следующем:
ШИМ скорости на L298 подается на вход EN, тем самым подкручивая дрыгатель и бросая его в свободное вращение, в зависимости от скважности ШИМа.
Есть еще ноги "А" и "B" комбинация на них 01 или 10 указывает направление. Если A=B, то судя по документам движок вводится в режим торможения.
Поэтому шиммировать А\В - я не могу, фреза пойдет в ударном режиме, и дрыгатель развалится быстро.
Поэтому я думаю, что надо отловить сигнал изменения направления, выдать на EN постоянку разрешения работы, а на А и В подать сигнал торможения.
Самая проблема заключается в том, что мне как то нужно отслеживать процесс торможения и только после остановки начать ретрансляцию новых параметров вращения.
Можно конечно попробовать допилить китайский модуль с L298, но эта идея мне не нравится.
Другой вариант ОУ в режиме дифусилителя с клемм подключения дрыгла, но эта схема подходит только для одного направления... Либо нужно вводить в схему "- 24 вольта", и потом через логическое ИЛИ формировать схему разрешения работы...
Вобщем чтото я пока не придумал как с наименьшими затратами и безопасно коммутировать движок.
Re: Управление шпинделем фрезерного станка.
Пт апр 24, 2020 15:07:56
>двигатель шпинделя(который врашает фрезой/сверлом),
>решил я заморочиться вопросом: .. а направления шпинделя - нет.
фреза или сверло имеет способность работать при другом направлении вращения ? для чего это все ? скука ?
>решил я заморочиться вопросом: .. а направления шпинделя - нет.
фреза или сверло имеет способность работать при другом направлении вращения ? для чего это все ? скука ?
Re: Управление шпинделем фрезерного станка.
Пт апр 24, 2020 15:18:46
Re: Управление шпинделем фрезерного станка.
Пт апр 24, 2020 19:05:21
Ну если в стандарте на котором реализован GRBL есть комманда, и контроллер ее поддерживает, значит...значит это зачем то нужно!
Добавлено after 3 hours 16 minutes:
Еще минус один модуль L289. Сгорел. При подаче "быстрой" остановки. Когда EN=1, A=B=0
Видимо сопротивление обмоток дрыгла слишком мало. Или наоборот, выходные каскады l298 не терпят когда в них идет ток.
Зато смог посмотреть время старта и время остановки в режиме свободного вращения. 100 и 1000 мс соответственно.
Добавлено after 3 hours 16 minutes:
Еще минус один модуль L289. Сгорел. При подаче "быстрой" остановки. Когда EN=1, A=B=0
Видимо сопротивление обмоток дрыгла слишком мало. Или наоборот, выходные каскады l298 не терпят когда в них идет ток.
Зато смог посмотреть время старта и время остановки в режиме свободного вращения. 100 и 1000 мс соответственно.
Re: Управление шпинделем фрезерного станка.
Пт апр 24, 2020 21:18:26
конечно сгорит если первышае пределные режимы по токуи имощности нелзя коротить мошный мотор просто так ставися тормозной резисто фазы ревесав такие
1 курим вперед
2 команда стоп -питание сняли включили тормозной резистор мониторим обороты(или эдс для DC) при равенстве 0 тормоз отключам это булет полный стоп дале ессли надро включаем питание в обратку и повторям все
аналогично
и да л298 у вас на пределе живеть даже в работе не говоря уж про реверс
насчет шимить-шимить можно но частота шима должна быть высокоц не ниже 400гц тогда скорость и момент будут постояными без пулсаци
Добавлено after 2 minutes 9 seconds:
чесно говоря не поняыл тож нахуя реверс там штатно? стандартые инструменты 1 стороние ну если изредка ставите чтото нестандартное почему бы тумблером не реверснуть при снятом питанити?
1 курим вперед
2 команда стоп -питание сняли включили тормозной резистор мониторим обороты(или эдс для DC) при равенстве 0 тормоз отключам это булет полный стоп дале ессли надро включаем питание в обратку и повторям все
аналогично
и да л298 у вас на пределе живеть даже в работе не говоря уж про реверс
насчет шимить-шимить можно но частота шима должна быть высокоц не ниже 400гц тогда скорость и момент будут постояными без пулсаци
Добавлено after 2 minutes 9 seconds:
чесно говоря не поняыл тож нахуя реверс там штатно? стандартые инструменты 1 стороние ну если изредка ставите чтото нестандартное почему бы тумблером не реверснуть при снятом питанити?
Re: Управление шпинделем фрезерного станка.
Пт апр 24, 2020 22:15:31
Ну то, что L298 - не торт для этого двигателя - это я уже понял)))
По поводу шиммирования ворос:
Если я буду городить мост на драйверах IR2110, то для верхнего плеча - мне однозначно нужен даже меандр (скважность 2), потому как я понял драйвер накачивает напряжение для управления затвором.
Но управляющий сигнал GRBL - 8 битный ШИМ в котором скважностью регулируют обороты. Период таймера шима GRBL 1 миллисекунда. Если я на шим ключей наложу шим GRBL, то это же такая каша получится! И я поймаю просадку по мощности....
Либо частоту ключей мне нужно брать 1/256 миллисекунды (а вспоминая теорему Котельникова) лучше брать 1/512 (1 МГц) или более? Я правильно понимаю?
И уже этот мегагерц разрешать по ШИМу GRBL?
Но тогда тут происходит "облом":
Драйвер максимум может родить частоту переключений 5МГц, а вот транзистор IRL1010 может сделать цикл вкл-выкл с чуть меньшей частотой, но тоже порядка 2-5 мегагерц, но в этом режиме ключ-транзистор аккуратно превращается в отопительный прибор?
Дополнительно вылезает проблема коммутации этих сигналов по коммандам от ардуины...
Получается, что вечер перестает быть томным, и как заметил @sa-ta - у меня в причинном месте начал зудеть спортивный интерес)))
По поводу оборотов по/против часовой стрелки - пользовался доп проходом при обрезке платы по первому и последнему слою текстолита и при выгрызании отверствий фрезой типа "кукуруза" для уборки медной бахромы и прочих "заусенцев", но при выполнении заката солнца вручном режиме, это еще тот цирк с конями.
Еще данный режим можно использовать при подготовке заготовки методом полировки фетровой накладкой с полировальной пастой... Если медь чуток шероховата, то она и лутится/фоторезистится да и травится лучше, чем после затирки до зеркального блеска. А вобще мне понравилось на 5-10 секунд в травилку закидывать, поверхность платы становится "бархотной", и к ней резист и тонер лучше прилипает.
По поводу шиммирования ворос:
Если я буду городить мост на драйверах IR2110, то для верхнего плеча - мне однозначно нужен даже меандр (скважность 2), потому как я понял драйвер накачивает напряжение для управления затвором.
Но управляющий сигнал GRBL - 8 битный ШИМ в котором скважностью регулируют обороты. Период таймера шима GRBL 1 миллисекунда. Если я на шим ключей наложу шим GRBL, то это же такая каша получится! И я поймаю просадку по мощности....
Либо частоту ключей мне нужно брать 1/256 миллисекунды (а вспоминая теорему Котельникова) лучше брать 1/512 (1 МГц) или более? Я правильно понимаю?
И уже этот мегагерц разрешать по ШИМу GRBL?
Но тогда тут происходит "облом":
Драйвер максимум может родить частоту переключений 5МГц, а вот транзистор IRL1010 может сделать цикл вкл-выкл с чуть меньшей частотой, но тоже порядка 2-5 мегагерц, но в этом режиме ключ-транзистор аккуратно превращается в отопительный прибор?
Дополнительно вылезает проблема коммутации этих сигналов по коммандам от ардуины...
Получается, что вечер перестает быть томным, и как заметил @sa-ta - у меня в причинном месте начал зудеть спортивный интерес)))
По поводу оборотов по/против часовой стрелки - пользовался доп проходом при обрезке платы по первому и последнему слою текстолита и при выгрызании отверствий фрезой типа "кукуруза" для уборки медной бахромы и прочих "заусенцев", но при выполнении заката солнца вручном режиме, это еще тот цирк с конями.
Еще данный режим можно использовать при подготовке заготовки методом полировки фетровой накладкой с полировальной пастой... Если медь чуток шероховата, то она и лутится/фоторезистится да и травится лучше, чем после затирки до зеркального блеска. А вобще мне понравилось на 5-10 секунд в травилку закидывать, поверхность платы становится "бархотной", и к ней резист и тонер лучше прилипает.
Re: Управление шпинделем фрезерного станка.
Сб апр 25, 2020 08:26:54
забудте про мегагерцы....там сстока граблей вылезет не разгребетесь включая и ЭМС с эфирными делами... и в 10 ки-килогерцы яб не лез(ключикам тяжко) во3мите 0,4-5кгц да будет небошой звуковой эфект от такого шима но это даже полезно-не уснешь на работе!!
по поводу верхнего драйвера и бутстеп питания ограничте минималную скважность так чтоб питания хватало или лучше запитайте ключи драйвера отделными галваноразвязаными источниками тогда хоть полностью открывайте 1 хот глушите наваечно=0
Добавлено after 2 minutes 10 seconds:
про задержки и огр.тока не забывайте а то дрова сквознячком продует...
по поводу верхнего драйвера и бутстеп питания ограничте минималную скважность так чтоб питания хватало или лучше запитайте ключи драйвера отделными галваноразвязаными источниками тогда хоть полностью открывайте 1 хот глушите наваечно=0
Добавлено after 2 minutes 10 seconds:
про задержки и огр.тока не забывайте а то дрова сквознячком продует...
Re: Управление шпинделем фрезерного станка.
Пн апр 27, 2020 21:47:20
Форум заработал, а дрыгло еше нет.
Докладаю:
1.Драйвер ir2110 не очень хорошо раскачивает верхнее плечо. Маркитанство с емкостью накачки эффекта не дало.
2. Шим сигнал GRBL, с периодом 1 мс, наложенный на импульсы драйвера - ни к чему хорошему не приводят. Обороты шпинделя начинают регулироваться неадекватно.
3. Пробовал генератором через нижнее плечо задувать разные "рисунки" управляюшего ШИМ/ЧИМ - получается фигня. Наиболее оптимально - шим с длительностью периода 1мс и регулировкой коэффициентом заполнения, тоесть - "по умолчанию".
Вопросы:
Можно ли 2110 заставить работать тупо в режиме транслятора уровней? Например на VB/VS загнать повышенную постоянку, или полученное "пониженное" но уже для управления P-канальным мосфетом? Или для верхнего плеча Pмосфета достаточно драйвера нижнего "N"?
Или забить, и забаццать на ВС547/557?
Докладаю:
1.Драйвер ir2110 не очень хорошо раскачивает верхнее плечо. Маркитанство с емкостью накачки эффекта не дало.
2. Шим сигнал GRBL, с периодом 1 мс, наложенный на импульсы драйвера - ни к чему хорошему не приводят. Обороты шпинделя начинают регулироваться неадекватно.
3. Пробовал генератором через нижнее плечо задувать разные "рисунки" управляюшего ШИМ/ЧИМ - получается фигня. Наиболее оптимально - шим с длительностью периода 1мс и регулировкой коэффициентом заполнения, тоесть - "по умолчанию".
Вопросы:
Можно ли 2110 заставить работать тупо в режиме транслятора уровней? Например на VB/VS загнать повышенную постоянку, или полученное "пониженное" но уже для управления P-канальным мосфетом? Или для верхнего плеча Pмосфета достаточно драйвера нижнего "N"?
Или забить, и забаццать на ВС547/557?
Re: Управление шпинделем фрезерного станка.
Пн апр 27, 2020 22:01:57
Запитай драйвер верхнего плеча от отдельного изолированного источника питания, и 2110 будет хоть постоянку гнать.
Re: Управление шпинделем фрезерного станка.
Пн апр 27, 2020 22:20:05
Не могу догнать, как его запитать:
Беру повышайку(например модуль для ардуины на MC34063) делаю +10В от напряжения питания шпинделя, в моем случае это 24В. На VS подаю 24В, на VB напругу с повышайки. При этом D и S верхнего мосфета не должны соеденяться с драйвером?
Такая порнография должна получиться?
Или надо городить опторазвязку, или развязку трансформатором? А если городить этот огород, то где?
Беру повышайку(например модуль для ардуины на MC34063) делаю +10В от напряжения питания шпинделя, в моем случае это 24В. На VS подаю 24В, на VB напругу с повышайки. При этом D и S верхнего мосфета не должны соеденяться с драйвером?
Такая порнография должна получиться?
Или надо городить опторазвязку, или развязку трансформатором? А если городить этот огород, то где?
Re: Управление шпинделем фрезерного станка.
Пн апр 27, 2020 22:36:35
Телекот писал(а):Запитай драйвер верхнего плеча от отдельного изолированного источника питания
То есть не с чем не соединенного. Вроде предельно ясно.